Ästhetische Gussbauteile mit Strahltechnik
Die Strahltechnik zählt zu den wichtigen Verfahren bei der Oberflächenbearbeitung von Gussbauteilen. Wir geben einen Überblick zu den vielfältigen Anlagen.

Für das Entsanden, Entgraten, Entrosten, Reinigen und Homogenisieren der Oberfläche von Gussbauteilen sowie die Optimierung der mechanischen Eigenschaften durch Shotpeening (Kugelstrahlen) gibt es ein breites Angebot an Anlagen inklusive Automatisierung des Teilehandlings. Die Anlagen ermöglichen eine effiziente Chargen- und Einzelteilbearbeitung, der Strahlprozess wird digital überwacht. Einer der Anbieter ist Rösler, der eine vielfältige Auswahl bei Strahlanlagen für die Oberflächenbearbeitung bietet.
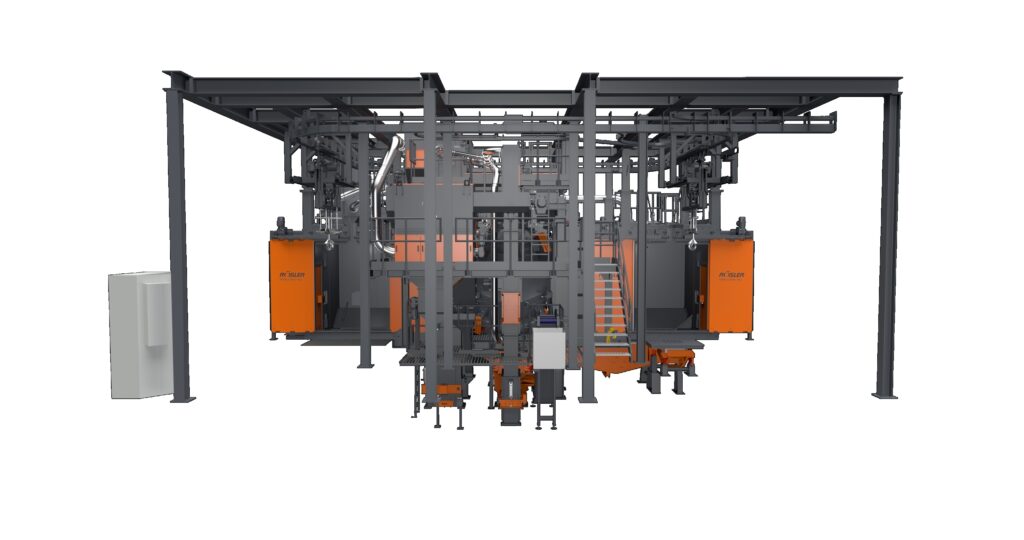
Schwere Motorblöcke im 50-Sekunden-Takt strahlen
In einer Eisengießerei realiserte Rösler für das vollautomatische Entgraten und Homogenisieren der Oberfläche von Nutzfahrzeug-Motorblöcke eine Motorblock-Strahlanlage RMBS (großes Bild). Herausforderungen waren das Teilehandlings der bis zu 700 Kilogramm schweren Motorblöcke sowie die für den Strahlprozess vorgegebene Taktzeit von maximal 50 Sekunden, wobei die reine Strahlzeit bei 20 Sekunden pro Motorblock liegt. Diese Vorgaben erfordern eine sehr hohe Strahlintensität und ein schnelles Teilehandling mittels Roboter. Der dafür konzipierte Manipulator-Zange kann die bis 700 Kilogramm schweren Motoblöcke tragen, diese nach dem Prozess vor der Anlage drehen und um 360 Grad schwenken, um eventuell noch in den Teilen vorhandenes Strahlmittel zu entfernen. Um die hohe Verfügbarkeit sicherzustellen, wurde die Anlage verschleißarm aus starkem Manganstahl ausgeführt. Acht Wurfschaufeln befördern bis zu 500 Kilogramm Strahlmittel pro Minute und Turbine auf die Teile.
Heikle Teile als Charge oder im Durchlauf bearbeiten
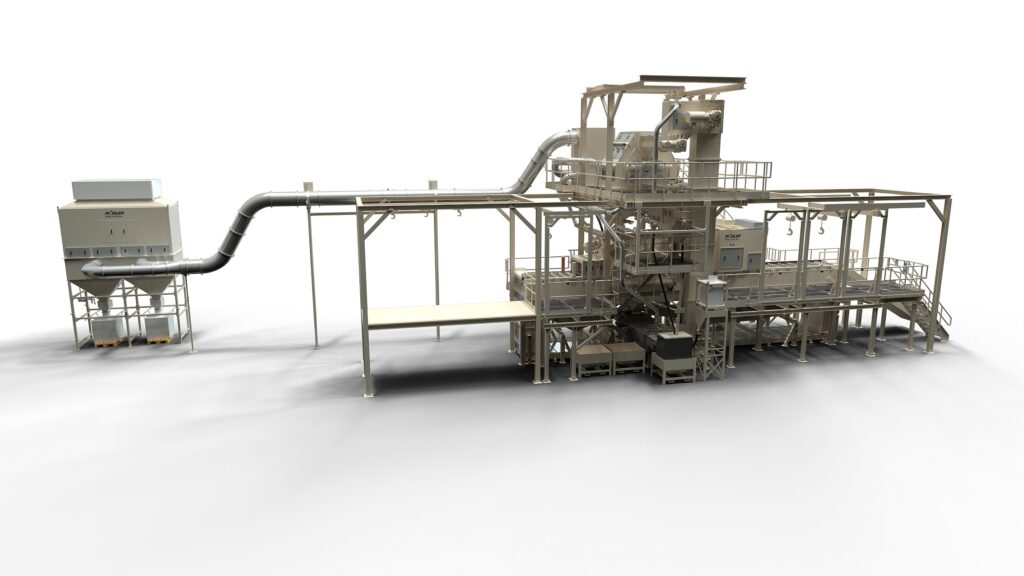
Zur Bearbeitung schlag- und stoßempfindlicher Teile bieten sich Hängebahn- oder Drahtgurt-Durchlaufstrahlanlagen an. Die Hängebahn-Strahlanlagen kommen für empfindliche, nicht trommelfähige Werkstücke, Bauteile mit komplexen Geometrien sowie schweren und großvolumigen Komponenten zum Einsatz. Für die Bearbeitung werden mehrere Werkstücke (Charge) oder ein einzelnes Gussteil an Werkstückträger gehängt und in die Anlage gefahren. Im Strahlbereich rotiert und oszilliert das Gehänge in einer den Werkstücken angepassten Geschwindigkeit. Dadurch werden alle Oberflächen gleichmäßig vom Strahlmittel erreicht und ein reproduzierbares Ergebnis erzielt. Drahtgurt-Durchlaufstrahlanlagen ermöglichen die allseitige Bearbeitung von überwiegend langen, flachen und massiven Teilen mit hoher Prozesssicherheit und Reproduzierbarkeit. Der Teiletransport erfolgt auf einem hochfesten, endlosen Drahtgliedergurt. Die Turbinen garantieren das saubere Ausstrahlen auch komplexer Geometrien. Für Schachtabdeckungen und Kupplungsdruckplatten aus Eisenguss mit einem Gewicht von bis zu 270 Kilogramm, bei deren Strahlbearbeitung der Durchsatz spürbar erhöht werden sollte realisierte Rösler die Drahtgurt-Durchlaufstrahlanlage RDGE 1250-8-30-F. Diese stellt sicher, dass die schweren Werkstücke schnell und gleichmäßig durch die Anlage transportiert und dabei optimal ausgestrahlt werden, ohne sehr hohen Verschleiß zu verursachen. Die Werkstücke laufen mit einer Geschwindigkeit von bis zu zwei Metern pro Minute durch die Anlage. Die ideale Lösung gelang zusätzlich durch Simulation des Strahlprozesses.
Gussteile als Schüttgut bearbeiten


Zum Entsanden, Entgraten, Entrosten, Reinigen oder Homogenisieren von trommelfähigen Gussteilen eignen sich Muldenband-Strahlanlagen und Multi-Tumbler. Bei einer Muldenband-Strahlanlage erfolgt die Bearbeitung der Werkstücke chargenweise oder im Durchlauf. Chargen-Anlagen erzielen sowohl bei sehr kleinen als auch großen, massiven Werkstücken ideale Ergebnisse bei kurzen Zykluszeiten. Diese Strahlanlagen kommen für Massenteile zum Einsatz sowie für Werkstücke mit komplexen Geometrien. Multi-Tumbler eignen sich besonders gut für die Kleinteilbearbeitung. Diese Anlagen befreien Werkstücke in kurzen Zykluszeiten gründlich von Zunder, Sand oder Rost.
Turbine als Herz einer Strahlanlage

In allen Strahlanlagen schlägt als maschinelles Herz eine Turbine, die das Strahlergebnis wesentlich beeinflusst, sehr viel Energie verbraucht und sehr wartungsintensiv ist. Daher hat Rösler Turbinen entwickelt, die sehr hohe Strahlleistungen bringen, zugleich aber energiesparend arbeiten. www.rosler.com (gw)



